
获取《特斯拉:创新源自于对本质的思考》完整版,请关注gongzhonghao:vrsina,后台回复“汽车行业”,该报告编号为20bg0028。
我们在谈及特斯拉的创新和颠覆的时候,往往都有事后诸葛亮的嫌疑。连马斯克本人都 说,我不是为了颠覆而颠覆,我是为了人类有更美好的生活。

美好的生活,远大的理想到产业化是巨大的鸿沟。而我们去探究特斯拉创新力的时候, 仍然能够发现,特斯拉的产品力基于对物理学定律的本质理解,基于对汽车产业的本质理解。 本文我们会对特斯拉的技术创新做一些梳理,透过他的创新来探究他的发展趋势。
2006 年,马斯克写给员工的宏伟蓝图中就有对于能源本质的深刻理解,并且以数学的 形式简单地展示:天然气循环发电机发电效率 60%,天然气采气效率为 97.5%,加工效率 97.5%,电网输电效率 92%,从气井到电力用户的效率是 97.5%*97.5%*60%*92%=52.5%。 特斯拉的全周期充放电效率为 86%,每兆焦耳电力可以行使 2.53 公里,其最终品质为:2.53 公里/兆焦耳*86%*52.5%=1.14 公里/兆焦耳。其能源效率高于任何一辆未来持续优化之后的 燃油汽车。
基于这样的理解,特斯拉的目标是:直面、击败燃油汽车。
1 坚定不移地以电动化为基点
特斯拉引领了全球电动汽车行业电动化,智能化,商业模式的三大变革。我们梳理特斯 拉历史的时候,发现其实他的商业模式更多是面对燃油汽车构建壁垒的一种无奈的突破,其 降低成本的直销模式,自建充电桩等都不是核心。核心的优势仍然是三电技术给消费者带来 的信心。截至 2020 年 1 月 3 日,特斯拉已经创纪录的实现了近 10.5 万的车辆产量和 11.2 万台车辆交付,获得市场极大认可。
目前 Model 系列的四款主要车型包括:在 2012 年推出的首款豪华电动汽车 Model S, 2015 年推出的 SUV 车型 Model X,2016 年推出的首款大众型电动汽车 Model 3,以及 2019 年最新发布的 Model Y。

电动汽车为传统燃油汽车的替代品,其主要电气系统即为在传统汽车“三小电”(空调、 转向、制动)基础上延伸产生的电动动力总成系统“三大电”(电池、电机、电控),其中电池 是基础能源和动力来源,而电机则将这种车载的能源转化为了行驶的动力,电控系统则如同大脑控制着整个汽车的运行和动力输出。目前对于提升新能源电动汽车的性能而言,市场给 予了动力锂电池高度关注,而对电机和电控的关注度不高。我们认为电机电控是电动汽车的 “发动机”和“变速箱”,直接决定着电动汽车的功率、爬坡、加速等关键性能指标,其产 业格局和未来的发展趋势对于新能源汽车产业有着重要影响。

新能源汽车的驱动电机(电机)将车载的动力锂电池中的电能转换为机械能,从而驱动 车辆行驶的部件,电机实现了电能与机械能之间的转换。新能源汽车对驱动电机的要求较高: 需要能够适应频繁起停、加减速并同时具备高速宽调速和低速大扭矩,以提供不同场景下的 功率性能。对于乘用车而言,驱动电机还需要轻量化和小型化,以适应有限的车内空间。
新能源汽车的电机控制器(电控)是指控制电动汽车驱动电机的装置,其主要作用是控 制驱动电机的电压和电流,完成对电动机转矩、转速和转向的控制。通常可分为主控制器和 辅助控制器两大类。主控制器控制汽车驱动电机,即通过控制驱动电机的电压和电流,实现 对电机转矩、转速和转向的控制,辅助控制器主要控制汽车的助力转向泵电机、空调电机、 BSG 电机等辅助电机。电动汽车驱动控制技术是电动汽车的核心技术,电机控制器的设计及 控制算法的开发决定整个驱动系统性能的关键因素。
1.1 电驱动系统:驱动电机(电机)
电动汽车动力驱动系统是能量存储系统与车轮之间的纽带,直接决定了汽车运行性能的 好坏,包括传动机构、变换器和驱动电机三个部分。

(1)传动机构指的是将电机输出的扭矩和转速传递到汽车的主轴上,从而驱动汽车行 驶的机构,主要包含减速器和差速器的两个部件。
差速器的主要作用是汽车转弯时使得两侧车轮转速不同,而减速器一般由高速轴承和不 同齿数的齿轮组成,通过输入轴上齿数少的小齿轮,啮合到输出轴上的齿数多的大齿轮,达 到减速和增大转矩的目的。电动汽车的减速器可以看成燃油汽车的变速箱,由于电机本身具 有足够宽度的调速性能,因而减速器一般都是固定传动比的单级减速器,也就是只有一个档 位的变速箱。
(2)变换器(Converter)指使电气系统的电压、电流、波形、相数、频率等特性发生 变化的装置。对电动汽车来说,主要包含逆变器和 DC/DC 变换器两个器件。
逆变器主要作用是将直流电转换为交流电,将电池的直流电转变为交流输出以驱动电机, 将电能转变成机械能驱动电动汽车行驶。逆变器直接关系到驱动电机可靠和高效的运行,其 中 IGBT 模块是逆变器的核心器件。DC/DC 变换器将直流电源电压转换成任意直流电压,主 要用于直流高低压转换,例如把动力电池的高压电(大于 400V)转换位低电压,为多媒体 系统、空调等设备(12V)供电。
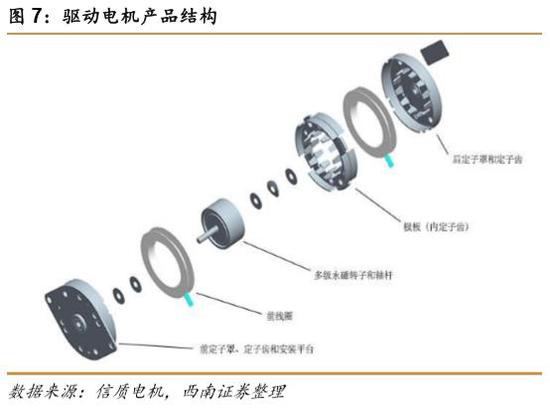
(3)电机(Electrical Machine)主要包括电动机(电能转换为机械能)和发电机(机 械能转换为电能)两种类型,电机对电动汽车而言一般指电动机,也叫驱动电机。
在电驱动系统中,驱动电机主要是把储存到动力电池的电能转换为机械能,为电动汽车 提供前进的动力。电机主要由定子和转子两部分组成,分为直流电机和交流电机两种大的类 型。对电动汽车来说,驱动电机需要满足宽调速范围、快速响应、轻量化、高效率、能量回 收、高可靠性、安全性、成本可持续降低等要求。
由于电力电子技术的发展,对交流电机的控制能力已经日趋完善,直流电机尽管控制性 能较好,但是存在体积大、可靠性低等劣势,已经基本被淘汰。目前驱动电机的主流是永磁 同步电机,占装机量的 90%以上;交流异步电机在特斯拉等车型中仍在应用,其具备转速高、 可靠性好等优势,适合运动型乘用车;开关磁阻电机尽管在多项性能指标上有优势,但是由 于其结构导致的转矩脉动会导致电机的噪音和振动较大,目前仅在少量工程车辆中有应用。


特斯拉所使用的电机和双电机四轮驱动布局,国产特斯拉 Model 3 的配置用的是单电机 后驱车型,而全驱车型的配置一半会配备双电机。例如 Model S 后驱车型根据动力电池容量 的不同分为 70Kwh(单电机)和 85Kwh(双电机)两个型号,续驶里程分别为 420km 和 502km。

全驱车型采用一前一后两个电机,分别驱动前轴和后轴,根据动力电池容量和电机功率 的不同,又分为 75D、85D 和 P85D 三个型号,其中 85D 的续驶里程高达 528km,P85D 的 0-100km/h 加速时间为 3.0 秒。

1.2 电控制系统:电机控制器(电控)
电控系统是电动汽车的总控制台,如同“电动汽车的大脑”,它的发挥决定了电动汽车 的能耗、排放、动力性、操控性、舒适性等主要性能指标。一般来说电动汽车的电控系统主 要包含三个共性子系统:整车控制器,电机控制器和电池管理系统,这些控制器之间都是通 过 CAN 网络等实现相互通信。

整车控制器(Vehicle Control Unit,VCU),是电动汽车各个电控子系统的调控中枢,它 协调和管理整个电动汽车的运行状态。它是与驾驶员互动主要接口,它接收来自驾驶员的各 项操作指令,诊断和分析整车及部件状态,控制子系统控制器的动作,最终实现整车安全、 高效行驶。
电池管理系统(Battery Management System ,BMS),是动力电池系统的“大脑”, 主要对电池系统的电压,电流,温度等数据进行采集并监测,实现电池状态监测和分析,电 池安全保护,能量控制管理和信息管理功能。它主要任务是保证电池组工作在安全区间内, 提供车辆控制所需的必需信息,在出现异常时及时响应处理,并根据环境温度、电池状态及 车辆需求等决定电池的充放电功率等。功能有电池参数监测、电池状态估计、在线故障诊断、 充电控制、自动均衡、热管理等。
电机控制器(Motor Control Unit,MCU),是电动汽车特有的核心功率电子单元,通过 接收整车控制器的行驶控制指令,控制电机输出指定的扭矩和转速,驱动车辆行驶。

1.3 模块化、标准化、高功率密度为未来发展趋势,零部件厂商迎 来机会
零件的标准化可以最大限度的减少零件的种类,方便降本增效,并且可以使单件小批量 生产转化为批量生产,降低制造成本和周期,从制造运营的角度可以最大限度减少库存种类 和数量。部件的模块化可以缩短研发、设计周期、迅速开发出满足用户需求的产品,实现标 准化生产,提高产品质量。
电机电控系统目前正向开发平台广泛应用,整个电机电控系统呈现出模块化和标准化的 特征。模块化需要工程师在设计的过程中,把车拆成一个个可组合、可分解、可更换的单元, 并且使得这些单元,能够组装在不同的车型上,模块化已经在许多燃油车上普及。现在电动 车正向开发平台如大众 MEB、奔驰 MEA 也已开始应用,电池、动力总成等多个关键部件呈 现模块化趋势。
根据大众汽车发布的“Together –Strategy 2025”战略,计划将电动化作为未来 10 年 锂最核心的战略基石之一,其中 MEB 项目将要满足未来中国和欧洲的排放要求,计划2020-2028 年间在同一个平台上投放 6 款平台的电动车(Golf,Polo, Tiguan, Tuarag 等) , 目标销量 640 万辆,其中 65%长期产能投放在中国,35%长期产能投放在波兰。MEB 平台 的模块化生产可以有效降低生产成本和制造成本,根据大众集团估算,2020 年相比于 2016 年,模块化使得单位制造成本及物料成本总和下降 48%。

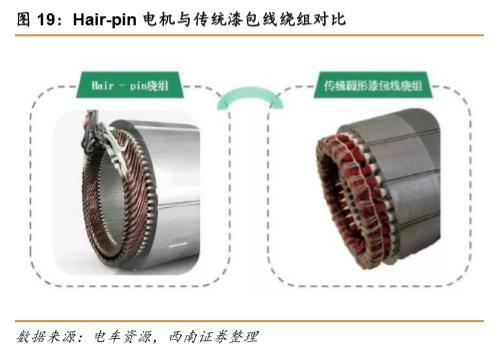
电机:Hair-pin 发卡电机是下一代技术,功率密度大幅提升。目前电机多为圆线电机, 通过改进绕组形状和编排方式,相比原本略显凌乱的漆包线绕组,Hair-pin 发卡绕组能在同 样的体积里塞进更多的导线。这样,电机的效率和功率密度就上升了。
扁线电机相比圆线电机的优势在于:1)槽满率 20%提升可使电机体积减小;2)宽截面 使其电阻/温升减小 50%/10%左右,输出功率更高,峰值功率密度可达 4.4kW/kg,显著高于 目前圆线电机的 3.2-3.3kW/kg,是达到“十三五规划”中对新能源电机峰值功率超 4kW/kg 目标的主流技术路线;3)可实现全自动化生产。目前,雪佛兰 Volt 与丰田第四代 Pruis 已 经开始应用 Hair-pin 电机,国内这方面的研究虽起步较晚,目前仅有少数厂商如华域汽车、 精进电动率先实现量产。
电控:在电驱动系统集成化、高功率密度趋势下的,电控也将出现技术迭代。目前电控 主要以 IGBT 为功率器件,其决定了电控性能和成本。SiC 作为新一代功率器件,其综合性 能优于 IGBT,预计未来将逐步取代。SiC 的主要优势为:
(1)性能优异:性能指标如耐压达 20kV、工作频率超 100kHz、工作结温逾 250℃, 均优于传统硅器件;(2)降低成本:模块体积减小到 1/10,系统物料成本下降;(3)降低能 耗:据英飞凌的数据,SiC 由于电阻小而功率损耗降低 60-80%;根据采埃孚的数据,应用 SiC 后车辆续航里程提高了 10%。

电机电控有自供和外供两类供应形式。电机电控的行业竞争者可以分成整车厂自供和第 三方外供两大类。采取自供的整车厂有比亚迪、北汽新能源和宇通客车,国外如特斯拉和大 众也采用自供的模式。第三方外供可以分成三类:
1) 主营新能源车电驱动的公司,如精进电动、上海电驱动、上海大郡、天津松正、深 圳大地和;
2) 在其他领域电机而切入新能源汽车电驱动的公司,例如做控制技术的汇川技术、麦 格米特等,和做其他领域电机起家的卧龙电驱、大洋电机、方正电机等;
3) 切入电动化的传统汽车零部件厂商,如国内的华域汽车,海外的采埃孚、麦格纳、 大陆、博格华纳等。
目前随着合资车企的新能源车型逐步开始投放,国内的电机电控供应商还将面临来自博 世、大陆等外资供应商的竞争,预计在今后一段时间电机电控市场将维持红海竞争的格局。

2018 年,德国一家工程公司购买了 Model 3 并对其进行拆解。根据拆解结果,Model 3 车型总价值量主要分成三部分,即三电(电机电控、动力电池、整车控制器)、汽车电子和 车身底盘内外饰,各部分占比约 5:3:2。而电机电控约占三电总价值量约 20%,动力电池占 据三电总价值量的 60%,剩余为热管理系统、BMS 和整车控制器,占比分别为 5%、3%和 3%。

电机电控是新能源汽车动力总成的核心部件。而目前市面上的新能源汽车主要分为纯电 动汽车和混合动力车。电驱动系统相比于发动机+变速箱具有结构简单、体积小、可有载启 动的优势。混合动力车有内燃机和电机两种动力源,混动形式也与其电机在传动轴上不同位 置和数量而异。动力源,混动形式也与其电机在传动轴上不同位置和数量而异。以字母 P 代表电机位置,混动方案有:
P0 是电机放在传统启动机位置。P0 系统一个重要的优势是,有了功率较大的 BSG (Belt-driven Starter/Generator 皮带传动启动/发电一体化电机),再配合较大的蓄 电池,就可以做到在等红绿灯发动机停机的时候,带动空调的机械压缩机运转。P0 因此一般只应用于自动启停系统,以及 12-25V 微混和 48V 弱混。

P1 是电机放在发动机后离合器前原来飞轮位置。其实与 P0 相仿,只不过 P1 是将 ISG(Integrated Starter and Generator 盘式一体化起动机/发动机)固连在了发动 机上,它取代了传统的飞轮,发动机曲轴则充当了 ISG 电机的转子,所以它同样支 持发动机启停、制动能量回收发电。P1 曲轴相连的好处:与皮带轮相比更节油。 实际应用中,较高的驱动力矩使得驾驶性能更佳;坏处是由于力矩密度高,成本较 高。目前 P1 级多为中混汽车为主,由于可靠性高而且成本较低,国内公交车和自 主品牌多采用 P1。

P2 布局在发动机和变速箱中间。和 P1 相比,P2 有两个优势:第一,电机因为和 发动机之间有离合器,因此可以单独驱动车轮,在动能回收时也可以切断与发动机 的连接;第二,电机因为和轴之间可以有传动比,因此不需要太大的扭矩,可以降 低成本和电机的体积。

P3 模式是将电动机挪到了变速箱的末端。相比在电机在变速箱前的 P0、P1 和 P2 布局,P3 最主要的优势是纯电驱动和动能回收的效率。P3 会比 P2 少一组离合器, 且纯电传动更为直接,更高效。P3 代表车型:本田 i-DCD、比亚迪-秦、长安逸动。 现代的混合动力采用这种系统,此外法拉利的 LaFerrari 混动超跑也是 P3。
P4 是电机放在后桥上,另外轮边驱动也叫 P4。P4 布局最大的特点是,电机与发 动机不驱动同一轴,这意味车辆可以实现 4 驱。比亚迪唐是 P2+P4,这种混动模 式主要用于跑车和越野 SUV 上。例如保时捷 918 Spyder、讴歌 NSX、宝马 i8 等 跑车,它们的前轮就是由电动机直接驱动的。
所以简单讲,从 P0-P4 这所有的模式,有个共同点就是保留了传统档位的变速箱。混合 动力车的优点在于动力总成形式多样,电机电控的用量非常可观。

从目前的情况来看,国内外动力总成的成本结构稍有差异,国内电机相比国外价格低, 但电控由于核心部件 IGBT 受国外垄断,因此国内电控价格相比国外高。但大体上来说,电 机电控在新能源汽车动力总成成本结构中的占比相当,并没有太大的差异。

从电机控制器制造成本来看,目前功率半导体主要使用 IGBT 模块,因此 IGBT 对电机 控制器整体性能和成本有直接影响,其在电机控制器总成本中占据近一半的比重,但由于 IGBT 模块技术含量较高,具有很高的市场壁垒,主要由欧美及日本企业占据,我国 IGBT 模块约 70%以上依赖进口。
从驱动电机各部分成本来看,各部件成本较为分散,单一部件的价值量没有超过 20%的, 这些部件主要包括用于制造定转子的硅钢片、用于转轴和轴承制造的钢材、用于绕组的漆包 线、用于外壳和机座等部分的铸铁件等。因此,上游硅钢材料、铜材的价格变化对电机制造 成本有较大的影响。

1.4 碳化硅技术发展
碳化硅属第三代宽禁半导体材料,可在更高温度、电压及频率环境正常工作,同时消耗 电力更少,持久性和可靠性更强,将为下一代更小体积、更快速度、更低成本、更高效率的 电力电子产品提供飞跃的机遇。碳化硅功率半导体器件的进步及产业化,将在高压电力系统 开辟全新应用,对电力系统变革产生深远影响。

第三代半导体材料可以满足现代社会对高温、高功率、高压、高频以及抗辐射等新要求, 且其拥有体积小、污染少、运行损耗低等经济和环保效益,因此第三代半导体材料正逐步成 为发展的重心。相比于第一代的硅、第二代的砷化镓,碳化硅具备高禁带宽度、高热导率、 高击穿场强、高电子饱和漂移速率等优势,从而能够开发出更适应高温、高功率、高压、高 频以及抗辐射等恶劣条件的小型化功率半导体器件,可有效突破传统硅基功率半导体器件及 其材料的物理极限。

整体看来,碳化硅材料具有优良的热力学和电化学性能。在热力学方面,碳化硅硬度在 20℃时高达莫氏 9.2-9.3,是最硬的物质之一,可以用于切割红宝石;导热率超过金属铜, 是 Si 的 3 倍、GaAs 的 8-10 倍,且其热稳定性高,在常压下不可能被熔化。在电化学方面, 碳化硅具有宽禁带、耐击穿的特点,其禁带宽度是 Si 的 3 倍,击穿电场为 Si 的 10 倍;且 其耐腐蚀性极强,在常温下可以免疫目前已知的所有腐蚀剂。
碳化硅电力电子器件 优异的 高效、高压、高温和高频特性,使其在家用电器、电机节能、电动汽车、智能电网、航天航 空、石油勘探、自动化、雷达与通信等领域有很大应用潜力。 碳化硅器件应用于电动车充电模块性能的提升主要体现在:(1)提高频率,简化供电网络; (2)降低损耗,简化供电网络; (3)缩小体积,提升效率。碳化硅在汽车领域,尤其是 电动汽车领域应用前景广泛。

基于 SiC 的功率半导体用于电动汽车的车载充电装置,而这项技术正在进入系统的关键 部分——牵引逆变器。牵引逆变器为电动机提供牵引力,以推动车辆前进。SiC 正在进军车 载充电器、DC-DC 转换器和牵引逆变器。车载充电器通过电网为车辆充电。DC-DC 转换器 具有获取电池电压,然后将其降低到较低的电压的功能,用于控制窗户、加热器,以及其他 方面。
特斯拉的 Model 3 是第一家采用碳化硅 SiC MOSFET 来做逆变器的车厂,主要是与意 法半导体合作,相较于市面上的电动车多是使用硅基底芯片如 IGBT、MOSFET 等来制作。 Model3 使用了 SiC MOSFET 模组后,AC/DC 的电流转换效率在长距离电动车市场上排名 第一,也就是从 model S 的 82%逆变器效率提升到 model 3 的 90%,对续航提升显著,降 低传导和开关损耗。

根据市调机构 Yole Development 调查指出,全球碳化硅功率半导体市场的规模将从 2017 年的 3 亿美元,快速成长至 2023 年的 14 亿美元,2017~2023 年的市场规模年复合成 长率为 29%。未来车厂在功率电子中采用碳化硅的比重会持续增加,像是主逆变器、车载充 电器(OBC)、直流-直流(DC-DC)转换器等。

以特斯拉为开端,未来将有愈来愈多的车企会在主逆变器中采用 SiC 功率半导体。特别 是中国车商,近几年更是纷纷考虑使用 SiC 功率元件。SiC 作为碳和硅的化合物,具有介于 金刚石与硅中间的性质,其具有良好的硬度和耐热性,也作为电子元件的原材料使用。当 SiC 作为功率元件使用时,具有非常卓越的性能,与以往的 Si 半导体相比,SiC 半导体具有更加地低损耗、高耐压、高率工作及高温工作的特征,采用了 SiC 二极管和 SiC 晶体管的全 SiC 逆变器所具有的高效率这一特征,光伏发电用逆变器及铁路车辆的驱动用逆变器已开始 全面采用 SiC 器件,在汽车领域 EV 和 HEV 上的采用,将会降低电池负担、实现整体的油 耗节约有很大的关联性。

汽车厂商比亚迪已自主研究碳化硅产业,并且扩大碳化硅功率元件的规划,要建立完整 的产业链,整合材料(高纯碳化硅粉)、单晶、外延片(Epitaxy)、硅片、模组封装等,以降 低碳化硅器件的制造成本,加快碳化硅应用在电动车领域。
随着 SiC 外延材料技术不断进步,主要发达国家竞相发展 SiC 电力电子器件技术。近年 来,多家国际大公司快速向 6 英寸 SiC 电力电子器件制造工艺转移,SiC 器件产品也在向高 压端和大容量端扩展。目前 JBS 二极管、PiN 二极管、MOSFET、IGBT、GTO 开关管等 SiC 器件已实现 10kV 以上电压等级的样品,其中单管器件最高电压达到 27kV 以上。SiC 电 力电子器件的产业化主要以德国英飞凌、美国 Cree 公司、GE 和日本罗姆公司、丰田公司等 为代表。SiC 电力电子器件首先由英飞凌于 2000 年前后在 JBS 二极管上取得突破,打开市 场化的僵局,目前 SiC JBS 二极管已广泛应用于高端电源市场。
2 中国供应链支撑特斯拉的未来
1908 年,亨利福特对世界呈现了第一辆 Model T,这款汽车改变了人类的交通出行方式。 一个世纪后,马斯克带来了 Model S, 或许可以重新定义人类文明。从创业的角度,特斯拉 面临的风险极大,每个发展过程中的错误都是致命的。但从技术的角度,其研发策略使得其 技术领先了同行至少 4 年。
130 年的汽车历史,给汽车产业带来了相当高的壁垒。当初只有通用汽车对特斯拉比较 重视,2013 年,通用的 CEO 丹埃克森成立了一个团队来研究特斯拉,觉得他可能是强大的 颠覆者。2016 年通用推出的 Bolt 是电动出行最有力的产品,但电动车仍然在通用的总销售 当中占非常少的比例。
传统燃油汽车的体制决定了它无法做出强大的改变,即使一家大型汽车集团决定战略电 动化,决策层都会遇到很大障碍,内部政治斗争会阻碍其战略的执行。各家大型汽车公司在 多个国家有众多制造厂,之前已经和经销商签订协议,并建立了强大的供应链,众多的利益 纠葛也会阻止其转型。
Model 3 才是汽车行业真正唤醒的铃声。如今,应该没有人会质疑特斯拉的未来,也不 会去质疑电动化的趋势了。唯一我们需要了解的是,特斯拉在多长的周期内能够建立起新的 供应链体系,真正地取代燃油车。而供应链是遵循汽车产业的固有逻辑的。
2.1 Model 3 将于年底实现零部件 100%国产化
Model 3 计划在 2020 年底实现零部件 100%国产化。2020 年 1 月 4 日,国产版 Model 3 再一次对售价进行了调整,即将在 1 月 7 日交付的 Model 3 标准续航升级版车型由之前的 35.58 万元下调至 32.28 万元,享受国家新能源补贴的 2.475 万元后,实际的成交价格低于 30 万元,为 29.9 万元。
目前特斯拉上海超级工厂的零部件本地化率为 30%,计划今年 7 月份左右提升至 70~80%。这一举措不仅可以避免进口件带来的关税,国产零部件在成本方面相较于进口件 也有优势,长江三角洲一带齐全的零部件供应商可以让运输等方面的成本支出进一步减少, 天时、地利、人和齐聚一堂,再次为国产特斯拉的价格打开了向下的空间。

中国政府积极出台政策配合特斯拉中国工厂的建成投产,此乃天时:2018 年 4 月 工信部发布了《汽车产业中长期发展规划》,放宽了外资车企在国内建厂的出资限 制,这个举措意味着我国已经允许特斯拉未来在中国全资建厂;2019 年 1 月 7 日, 马斯克飞抵上海参加特斯拉中国工厂的奠基仪式,宣告着特斯拉中国工厂正式开工; 2019 年 10 月 23 日,特斯拉中国工厂投产并开始试运行;2020 年 1 月 7 日,特斯 拉正式交付了第一批 Model 3 车型,共 15 辆,交付对象都是特斯拉自己的内部员 工。从奠基到投产下线,特斯拉中国工厂仅用了一年时间,而这在这么短时间内顺 利交付第一批 Model 3,离不开中国政府一路的政策支持。这一年间,中国政府还 出台了一系列举措为特斯拉中国工厂的顺利投产保驾护航,包括让 Model 3 进入免 购置税名录、进入享受补贴名录、享受我国多家银行累计 185 亿元的低息贷款等, 此乃天时。

特斯拉超过 4 成零部件供应商所在地在江浙沪,此乃地利:根据图 40 所整理的特 斯拉供应商名录,其中有 42%的供应商所在地是在江浙沪,在广东的有 29%,两 者合计超过 7 成,主要是由于电子电控相关零部件厂商大多都分布在广东,而整车 零部件厂商大多都分布在江浙沪的关系所致。众多的供应商分布在特斯拉上海临港 工厂周围,可以让运输成本进一步减少,此乃地利。

特斯拉从动土到投产仅用一年时间的“中国速度”,此乃人和:从 2019 年 1 月 7 日,特斯拉超级工厂在上海临港正式开工动土,到 2020 年 1 月 7 日国产 Model 3 开启交付,以及 Model Y 项目宣布启动,特斯拉用一年的时间完成了当年开工当年 投产当年交付的“神奇速度”。而这种罕见的效率,也被称为“中国速度”。央视在 报道特斯拉超级工厂创造的“上海速度”时表示,“在当前保护主义与单边主义抬 头的当下,中国独有的要素和市场优势、开放的举措,增强了外资长期投资中国的 信心。”此乃人和。
2.2 Model Y 开启电动化 SUV 之路
Model Y 将先后于美国工厂、中国工厂和欧洲工厂投产。2019 年 3 月,特斯拉在美国发 布旗下中型 SUV 产品 Model Y,预计将于 2020 年年中上市。2020 年 1 月 7 日,特斯拉宣 布国产 Model Y 项目启动,预计国内在 2021 年初量产,生产基地为上海临港二期。不久之 后,特斯拉又宣布其德国工厂预计将于 2021 年 7 月建成投入生产,完全建成后,第一年产能 15 万年,远期年产量将达到 50 万台。马斯克在上海 Model Y 项目启动仪式上表示,他 认为 Model Y 最终销量将超过特斯拉其它所有车型之和,有望为公司打开新的增量市场。

Model Y 的定位是一款面向大众市场的中型 SUV,车身尺寸比 Model 3 大 10%,价格 贵 10%,动力电池组容量与 Model 3 相同,因此续航上要略低于 Model 3。假设 Model Y 车 身尺寸同比放大使得体积比 Model 3 大 10%,那猜测 Model Y 的长/宽/高分别约为: 4850/1900/1500mm。此前中国地区已经公布了 Model Y 的预售价格,后驱长续航版本 44.4 万起步(未考虑补贴抵扣),并计划明年年初在国内上市。

2.3 Model Y 成本有望进一步下降
Model Y 作为中国工厂第二个投产的车型,背靠 Model 3 生产经验以及零部件国产化的 趋势,其未来价格有望进一步下降。
1)模块化生产将使得 Model Y 的生产成本进一步降低。Model Y 与 Model 3 共享 75% 的零件,而两者又拥有相同的底盘,不仅可以做到模块化生产,共线生产的效率也可以得到 保证,从而可以更好地为应对 Model 3 和 Model Y 的弹性需求。

2)Model 3 在国内的试生产经验将帮助 Model Y 更快地生产启动。Model 3 只用了不到 一年时间就向客户交付汽车,创下了全球汽车生产商在中国开工投产速度的纪录。我们知道, 新车在试生产过程中会遇到很多问题,包括零件尺寸匹配、软件测试故障、生产线停线等一 系列问题,尤其是对于新厂的第一个车型而言,会有各种“水土不服”,在这样的情况下, Model 3 还是以不到一年的时间交付了第一批汽车,在试生产过程中 Model 3 所积累的一系 列经验,解决的一系列问题都可以帮助 Model Y 更好更快地融入 Gigafactory 3,更顺利地完 成试生产的任务。这就是 Model Y 所特有的经验。

3)得益于特斯拉多项技术专利,Model Y 相比于 Model 3 更加易于制造,更加自动化, 提升生产效率的同时实现成本降低。
特斯拉专利一:全新布线结构。马斯克为了让 Model 3 更加“易于制造”,特斯拉 通过更新电子电气架构、三电动力总成、激进应用新兴技术让 Model 3 的线束长度 从 Model S 的 3 公里下降到 1.5 公里,零部件数量从 3 万个下降到 1 万个,这就是 特斯拉零件模块化的体现。之后,特斯拉在 2019 年 7 月发布了一项新型布线架构 的专利,这种新的体系结构减少了电缆的数量和长度,并将某些控制器移动到子组 件中,这些子组件控制车辆中一个或多个设备,特斯拉为此还发明了新的电缆和连接器。这样全新的布线结构可以让即将上市的特斯拉 Model Y 和特斯拉皮卡使用更 少的材料,特斯拉的目标是让 Model Y 线束长度达到 0.1km。优化后的布线结构能 够大大减少总装时的组装时间,有效提高汽车生产过程中的效率。

特斯拉专利二:多向一体式铸造机。相比于 Model 3,Model Y 在制造上有一些改 进。Model Y 将底盘后部改为了铸铝结构,而不是 Model 3 一系列的冲压钢和铝制 件。由于 Model 3 的底盘后部架构非常复杂,为了化繁为简,Model Y 在设计时将 70 个零部件整合为 1 个零件,通过这个举动来显著降低这些零部件组装在一起的 所有机器人的资本支出,于是特斯拉发明了“多向一体式铸造机”,这台设备可以 降低铸造机数量或降低一个完整车架所需的铸件数量。通过这个铸造机,特斯拉希 望在生产 Model Y 的过程中,实现减少制造工时、操作成本、制造成本、工厂占地 面积、工厂运营成本、加工成本以及设备数量的目标。

特斯拉专利三:结构电缆。结构电缆是在 2018 年 11 月特斯拉所申请的专利。传 统电缆的安装很难自动化,无法通过机械臂轻松拾取、移动和放置。而特斯拉发明 的结构电缆,是作为特斯拉自动化战略的一部分,由机械臂将其操纵就位,同时提 供与其所需位置的可靠数据连接。虽然只是一个小的解决方案,但是我们可以看到 特斯拉坚持专注于自动化生产的初心。
0